Why Fillet Radius (R-Value) Matters in CNC Machining — A Detail Designers Often Overlook
AUTHOR: Creallo Marketing Team|2026.07.03
In CAD, fillets (R-values) are usually added as an afterthought — a bit of “edge smoothing” tacked on at the end of the design process. But in CNC machining, the fillet radius isn’t just a finishing touch. It’s a core design variable that determines tool selection, machining time, surface quality, and even part strength. Specifying the wrong internal corner radius can drive up your quote, or worse, make the part impossible to machine as drawn.
This guide covers why fillet radius matters in CNC machining, and how to design it to balance manufacturability and cost.
What Is a Fillet (R-Value)?
Let’s start by clarifying some commonly confused terms.
• Fillet: A curved transition that smoothly connects two intersecting surfaces. Can be applied to both internal (concave) and external (convex) corners.
• Corner Radius: Typically refers to rounding an external edge.
• Chamfer: A flat, angled cut (commonly 45°, or another specified angle) rather than a curved one.
In this guide, "R-value" refers primarily to the internal corner fillet radius. Unlike external fillets, internal fillets are constrained by the machining process itself, so they require more careful design.
Why Internal Corner Radius Determines CNC Machinability
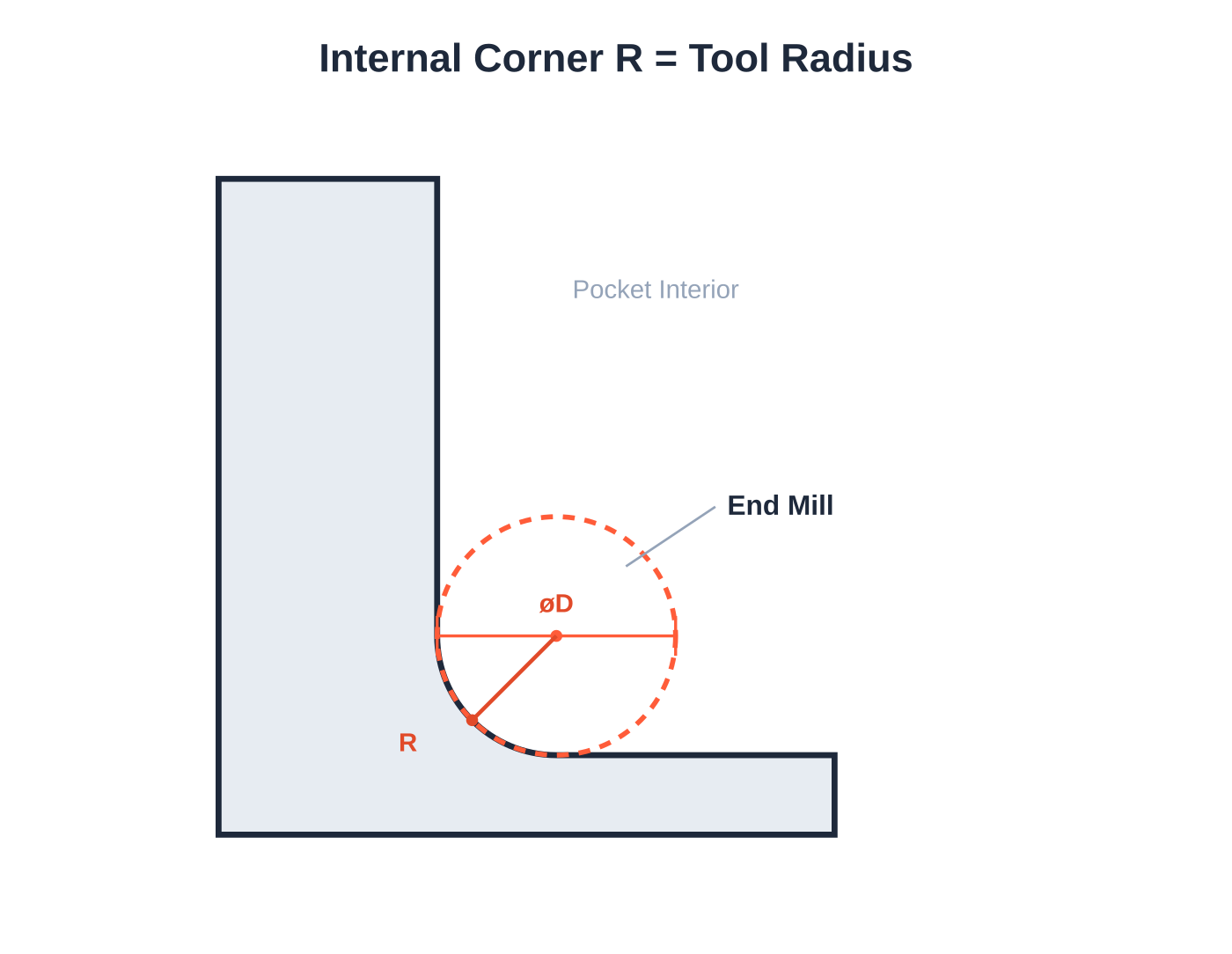
The end mills used in CNC milling are cylindrical rotating tools. Because the tool itself is round, machining an internal corner always leaves behind a radius equal to the tool’s own radius. In other words, even if you draw a corner as perfectly square on your drawing, the actual machined part will always have some R equal to the tool radius.
This gives us one simple rule.
Minimum machinable internal radius ≈ radius of the tool being used
If you specify an R-value smaller than the tool radius, that tool simply cannot physically cut the feature — so you’re left with one of the following options.
1. Switch to a smaller-diameter tool (lower rigidity, higher risk of chatter)
2. Add a secondary process such as EDM — electrical discharge machining (increasing cost and lead time)
3. Request a design change (delays the lead time)
What Actually Goes Wrong When the Fillet Radius Is Too Small
1. Longer machining time and higher cost.
A smaller R-value forces the use of a smaller-diameter tool, and smaller tools require a slower feed rate — which extends machining time. Machining time translates directly into your quote.
2. Worse surface finish.
When the tool’s contact area spikes at a corner, cutting load momentarily surges. This can trigger chatter (vibration), degrading surface quality right at the corner.
3. Increased tool wear and breakage risk.
Small-diameter tools have lower rigidity and are more vulnerable to cutting loads. This is especially true for deep pockets or slots that call for a small R-value, where tool deflection and wear accelerate.
4. Reduced dimensional accuracy.
Greater tool deflection increases the odds that actual dimensions drift from the design intent — which can cause problems down the line during assembly.
5. Reduced strength (for functional parts).
Applying a fillet at a structurally stress-concentrated corner improves fatigue strength. Conversely, an unnecessarily small fillet often adds machining difficulty without providing any real strength benefit.
Practical Guidelines for Designing Fillet Radius
1. Keep the R-value as large as function allows.
If it doesn’t affect the part’s function, bigger is better. A larger R-value permits larger, more rigid tools — which benefits both machining time and surface quality.
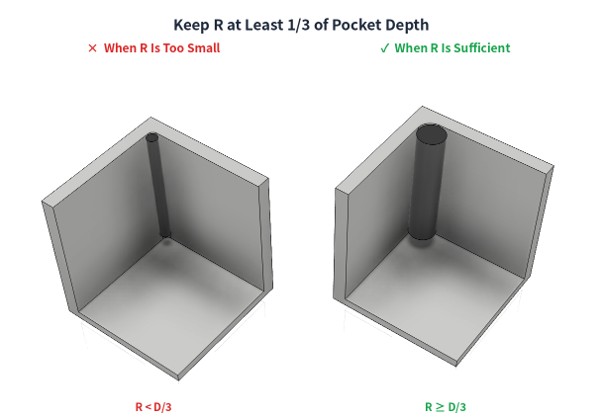
2. Scale the R-value with pocket/slot depth.
Deeper features require longer tool stick-out, which makes them more prone to vibration. Creallo’s CNC Design Guide recommends a fillet radius of at least 1/3 of the pocket depth. For example, for a 12 mm-deep pocket, aim for an R-value of 4 mm or more.
3. Use the same R-value for every internal corner.
Assigning different R-values to different corners forces more tool changes, which adds machining time. Unless there’s a specific functional reason not to, standardizing on one R-value across the part is more cost-effective.
When You Absolutely Need a Sharp (Square) Corner
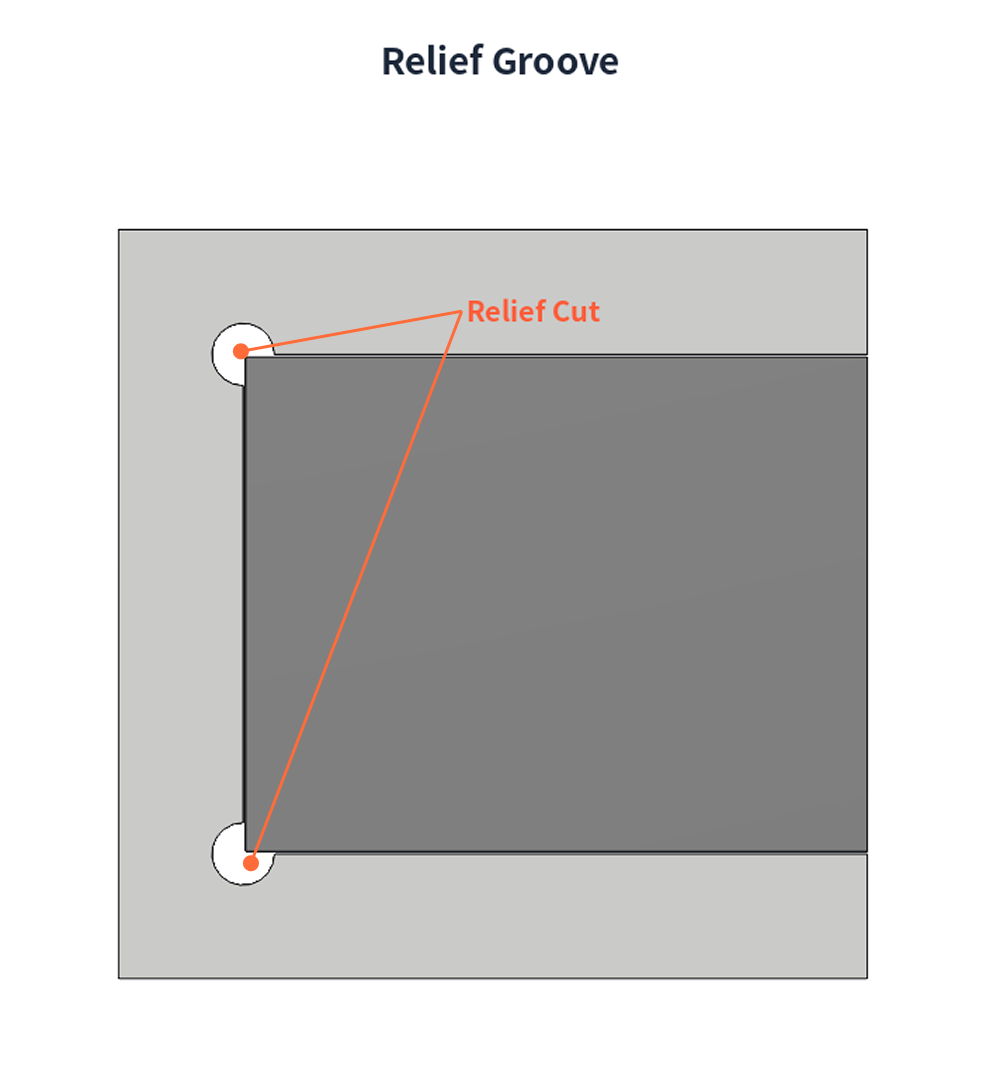
Sometimes a fully square internal corner is functionally required — for example, to mate with another part. In these cases, consider one of the following alternatives.•
- Add a relief groove: A small clearance cut inside the corner that avoids tool interference. More cost-effective than EDM.
• EDM (Electrical Discharge Machining): A secondary process used when a truly sharp corner is unavoidable. This adds cost and lead time, so be sure to flag it clearly on your drawing.

Design Checklist
• Have you specified an R-value for every internal corner (no corners left as sharp squares by default)?
• Is the R-value large enough relative to pocket/slot depth?
• Have you avoided unnecessary variation in R-values across the part?
• If a fully sharp corner is required anywhere, have you flagged it explicitly on the drawing?
FAQ
Q. What happens if I submit a drawing without specifying an R-value?
If you don’t specify an R-value, Creallo will default to standard milling and machine the part as close to a square corner as the process allows. Because of how internal corners are cut, some R-value will naturally result from the machining process itself — and in that case, the part will be produced with that resulting R-value applied, without further notice.
If a fully square corner is functionally required, please flag it clearly on your drawing so we can evaluate alternatives such as a relief groove or EDM.
Q. Can I design different R-values for external vs. internal corners?
Yes. External corners face almost no physical constraint from tool radius, so they can be designed independently from internal corners. That said, it’s primarily the internal corner R-value that meaningfully affects cost and manufacturability — and specifying unnecessarily varied R-values on external corners can still add tool changes and machining time. Unless there’s a specific functional reason, we recommend standardizing external corners to the same or a simplified R-value as the internal ones.
Q. Does a larger R-value always mean better part strength?
To a point, yes. Fillets reduce stress concentration at corners, which improves fatigue strength. But once you’ve already met the functional strength requirement, making the R-value even larger yields diminishing returns — and can start to create assembly clearance or design constraints instead. It’s best to balance R-value design against both machinability and actual functional strength requirements.
Q. Specifically, how do I determine the minimum size for an internal fillet?
The basic rule is to design the radius equal to, or slightly larger than, the radius of the smallest end mill that can reach the feature. For deep features like pockets or slots, tool stick-out increases with depth — raising the risk of vibration and deflection — so we recommend securing an R-value of at least 1/3 of the pocket depth.
If you’re weighing fillet-radius decisions for a CNC part, upload your drawing to Creallo’s CNC machining service. Our pre-machining DFM feedback flags design risks — including fillet radius — before you commit.
