Aluminum Finishes: Why Your Post-Processing Dictates Material Selection
AUTHOR: Creallo Marketing Team|2026.06.02
Thanks to its exceptional strength-to-weight ratio, excellent machinability, and highly adaptable finishing options, aluminum is arguably the most specified metal in modern product design. However, before you lock in aluminum on your bill of materials (BOM), there is one critical factor you must fully evaluate: your part's post-processing requirements.
Surface finishing isn't just a cosmetic afterthought—it is a critical manufacturing step that dictates your part's wear resistance, dimensional stack-up, and environmental durability. In fact, your choice of finish can sometimes completely invalidate your initial material selection. This guide breaks down the industry-standard surface finishes for aluminum and highlights the exact scenarios where post-processing demands should force you to rethink your substrate choice entirely.
Aligning Your Surface Finish with Design Intent
In mechanical engineering, aluminum surface treatments generally serve three distinct design intents: mechanical performance, a balance of form and function, or pure aesthetics. Because your choice directly impacts part longevity, tight tolerances, and color compatibility, defining your primary design goal upfront is non-negotiable.
1. Purely Functional & Mechanical Finishes
These treatments prioritize raw mechanical and chemical performance. Specify these when wear resistance, corrosion protection, or electrical conductivity are critical, and cosmetic appeal is a secondary concern.
- Hard Anodizing(Type III)
Commonly known as hard anodizing, this electrochemical process builds a dense, rugged oxide layer typically ranging from 40~50μm (max 70μm). This significantly boosts surface hardness, making it the gold standard for high-friction assemblies, high-load sliding components, and heavy-wear environments. It is heavily utilized in industrial machinery, automotive sub-assemblies, and aerospace components where durability trumps color vibrancy.

- Chem Film / Chromate Conversion Coating (MIL-DTL-5541)
This chemical immersion process applies a thin, protective conversion layer to the aluminum. Unlike anodizing, its defining engineering advantage is that it preserves the substrate's electrical conductivity. It is highly specified for electronics enclosures requiring EMI/RFI shielding or electrical grounding, and it doubles as an excellent primer for subsequent painting. Because the film thickness is negligible, it has virtually zero impact on high-precision tolerances—making it a staple in aerospace, defense, and telecom applications.
2. Balancing Form and Function
These finishes offer the best of both worlds: they provide robust corrosion resistance and surface hardening while opening up a wide array of cosmetic choices.
- Anodizing (Type II)
An electrochemical process that creates a controlled oxide layer (10~25μm). It seals the raw aluminum to prevent oxidation and minor wear while utilizing porous structures that can be dyed in colors like black, clear/silver, and gold. This is the absolute default for CNC machined aluminum, accounting for roughly 90% of all aluminum orders at Creallo. You will find it everywhere from consumer electronics and medical devices to commercial hardware.
※ Pro Engineering Tip: Keep in mind that color consistency and dye saturation vary drastically depending on the specific alloy (e.g., 6000-series vs. 7000-series) and the manufacturing method (billet CNC vs. die casting). If cosmetic uniformity is mission-critical, pull in a manufacturing expert during the early prototyping stage to avoid batch-to-batch color drift.

3. Cosmetic & Aesthetic Finishes
These mechanical and topical treatments focus heavily on the visual and tactile quality of the part. They can stand alone as a final finish or serve as a pre-treatment before Type II anodizing.
- Brushed Finish (Linear Brushing): A mechanical process where the part is run against a grit belt or abrasive wheel to create a clean, unidirectional linear grain pattern. It gives the metal a premium, high-end look and feel, which is why it's a go-to for consumer-facing electronics and premium enclosures.
- Bead Blasting: This process bombards the part with fine glass beads at high pressure, yielding a highly uniform, satin-matte texture. It is incredibly effective at washing away persistent CNC tool marks. When specified as a pre-treatment before Type II anodizing, it eliminates glare and delivers a flawless, premium matte appearance.
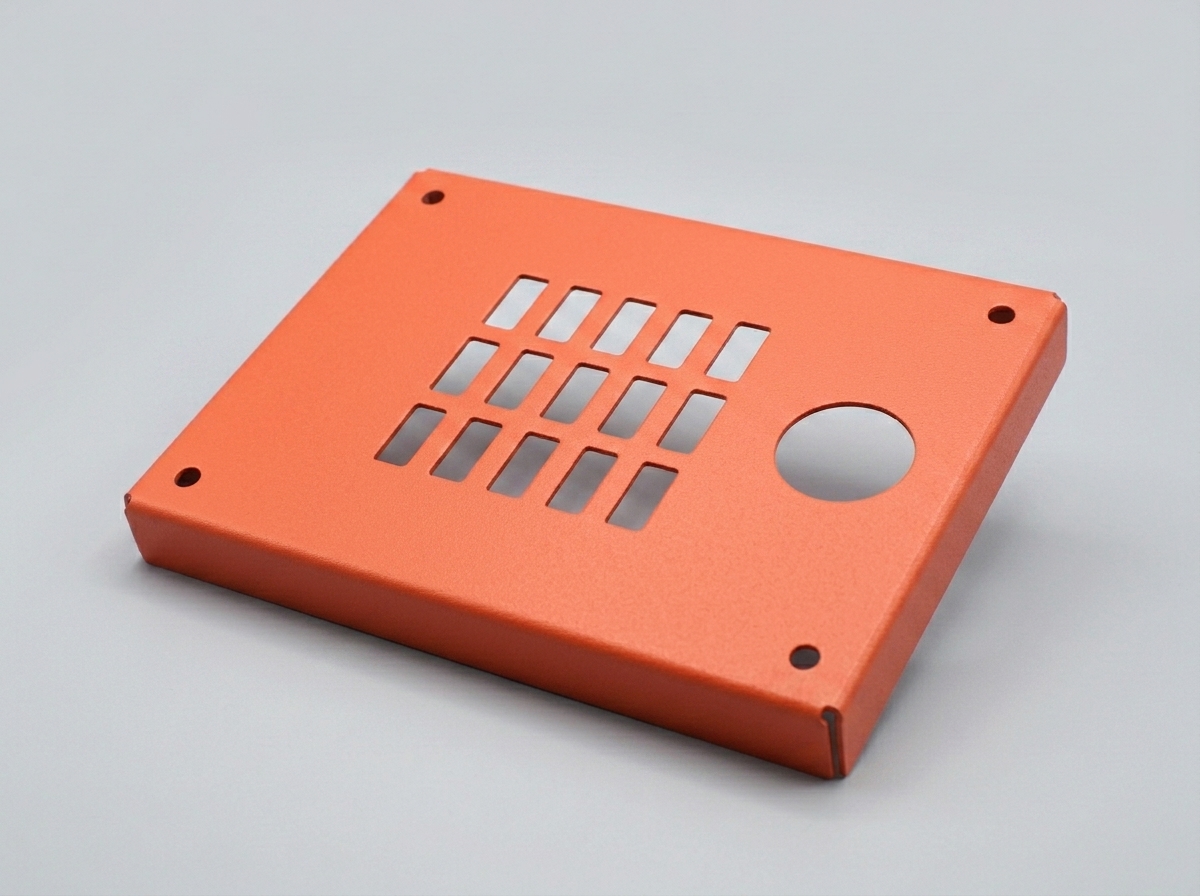
- Powder Coating: An electrostatic deposition process where a dry polymer powder is sprayed onto the part and thermally cured into a hard, resilient skin. It offers an almost infinite palette of opaque colors, gloss levels, and textures that anodizing simply cannot achieve. However, because aluminum immediately oxidizes when exposed to air, rigorous chemical pre-treatment is required to prevent adhesion failure. If coating adhesion and chip resistance are critical to your application, you may want to look at alternative substrates.
5 Engineering Metrics to Evaluate Before Specifying a Finish
Before you call out a finish on your 2D engineering drawings, make sure you've accounted for these five variables:
- Operating Environment: Will the part face moisture, salt spray, or chemical exposure? Corrosive environments demand a robust barrier, often pushing the choice from Type II to Type III anodizing.
- Cosmetic Requirements: Align your finishing choice with your industrial design (ID) goals—consider color matching, gloss levels, and how the part feels in hand.
- Functional Constraints: Determine whether your assembly requires dielectric insulation (anodizing behaves as an insulator) or electrical grounding (which requires Chem Film).
- Dimensional Stack-Up & Tolerances: Type II and Type III anodizing alter part dimensions, as the oxide layer grows both into and out of the material surface. For high-precision slip fits, press fits, or tight threads, you must account for this thickness growth in your CAD modeling. Powder coating adds an even thicker, less predictable layer, making tight tolerance management incredibly difficult.
- Cost and Lead Time: Multi-step finishes, masking requirements, and strict military-spec compliance add cycle steps, driving up both piece-part cost and lead times.
DFM Reality Check: Is Aluminum Actually the Right Substrate?
While aluminum is an incredibly versatile workhorse, certain post-processing demands are better met by switching materials entirely. During our Design for Manufacturability (DFM) reviews at Creallo, we frequently catch material-and-finish combinations that are setting the project up for high scrap rates. Consider swapping substrates if your design falls into these buckets:
- Scenario 1: When High-Durability Powder Coating is a Hard Requirement
Can you powder coat aluminum? Yes. Is it optimized for it? Not always. Raw aluminum forms an instantaneous oxide layer that fights paint adhesion, meaning you need intensive pre-treatment and face an inherent risk of peeling or chipping under impact. If your design isn't tightly constrained by weight, carbon steel is far more powder-coat friendly, yields better long-term coating durability, and slashes raw material costs.
- Scenario 2: When Extreme, High-Cycle Wear Resistance is Needed
Hardcoat anodizing gives aluminum an impressively hard shell, but it still struggles in high-cycle, heavy-load, or metal-on-metal sliding applications because the underlying substrate remains relatively soft. Unless lightweighting is a hard engineering constraint, swapping the material out for stainless steel or tool steel will exponentially increase the cycle life of your component.
- Scenario 3: When Electroplating Quality is the Core Objective
Electroplating aluminum (with chrome, nickel, etc.) is notoriously finicky. It requires complex, multi-stage chemical zincate pre-baths, and the resulting adhesion strength is historically lower than on other metals. If a flawless, durable plated finish is a primary requirement, specifying a plating-friendly substrate like brass, copper, or carbon steel from day one will save you massive headaches, lower your scrap rates, and deliver a cleaner finish.
Let’s Optimize Your Next Build
Unsure which material and surface finish combo will yield the best results for your specific application? Tap into Creallo’s engineering team. Send us your design files and operational requirements, and we will walk you through a comprehensive DFM review from substrate selection all the way to the final finish.
Ready to price your project? Click the link below to get an instant CNC machining and surface finishing quote.