CNC 가공에서 R값(필렛)이 중요한 이유 — 설계자가 놓치기 쉬운 디테일
AUTHOR: 크렐로 마케팅팀|2026.07.03
CAD에서 필렛(R값)은 대부분 설계 마지막 단계에서 "모서리 다듬기" 정도로 추가됩니다. 하지만 CNC 가공에서 R값은 단순한 마감 디테일이 아니라 공구 선택, 가공 시간, 표면 품질, 부품 강도까지 결정하는 핵심 설계 변수입니다. 특히 내부 코너의 R값을 잘못 지정하면 견적 단가가 올라가거나, 도면대로 가공이 불가능한 상황이 발생할 수 있습니다.
이 글에서는 CNC 가공에서 R값이 왜 중요한지, R값을 어떻게 설계해야 가공성과 원가를 함께 잡을 수 있는지 정리합니다.
R값(필렛)이란 무엇인가
먼저 헷갈리기 쉬운 용어를 구분하겠습니다.
- 필렛(Fillet): 두 면이 만나는 부분을 곡면으로 부드럽게 연결한 형태. 내부(오목)와 외부(볼록) 모두에 적용 가능
- 코너 R(Corner Radius): 주로 외부 모서리를 둥글게 처리하는 것을 지칭
- 챔퍼(Chamfer): 곡면이 아닌 평평한 45도(또는 지정 각도) 경사로 모서리를 깎아내는 것
이 글에서 다루는 "R값"은 주로 내부 코너 필렛을 의미합니다. 내부 필렛은 외부 필렛과 달리 가공 방식 자체에 제약을 받기 때문에 설계 시 더 신중한 접근이 필요합니다.
왜 내부 코너 R값이 CNC 가공성을 좌우하는가
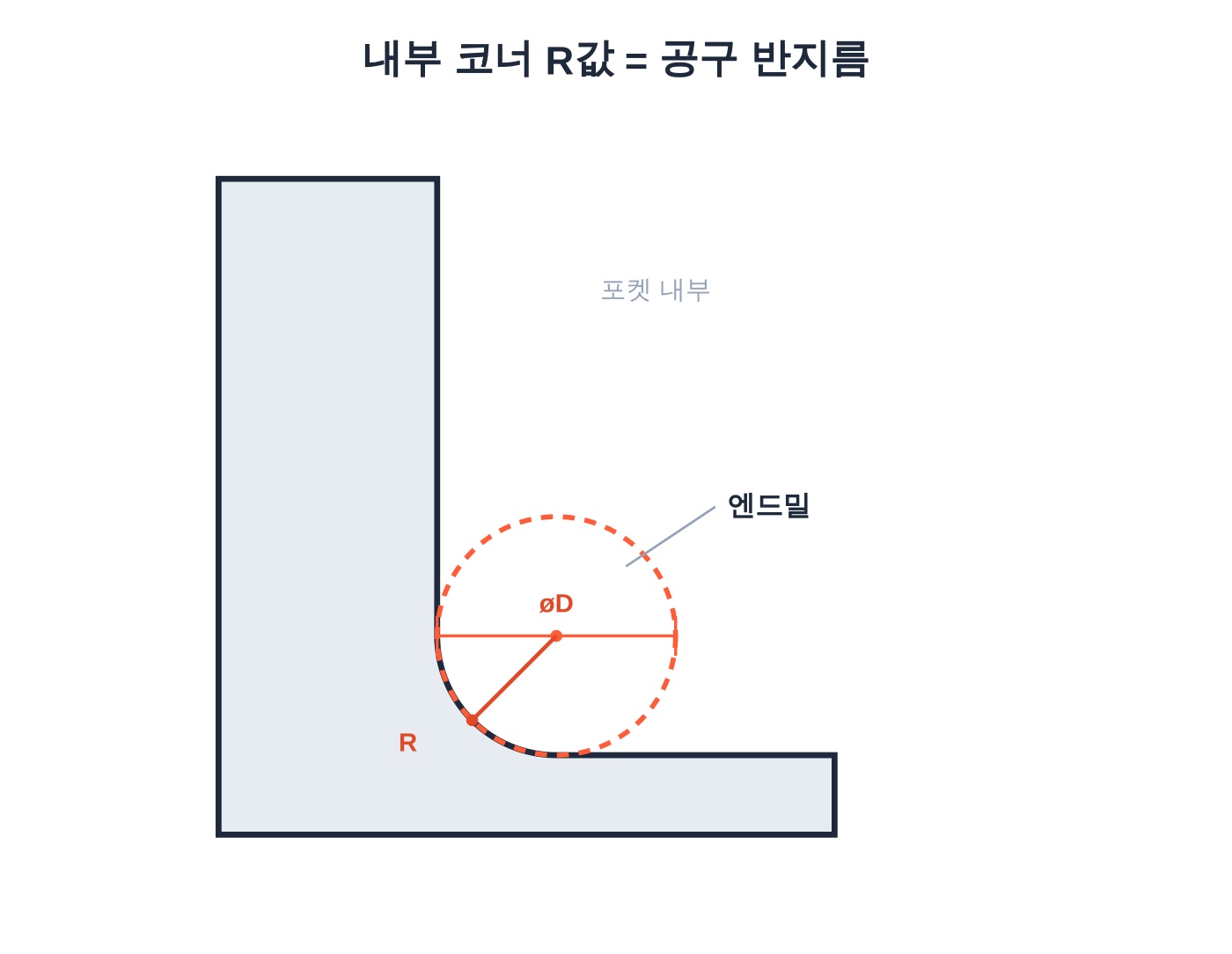
CNC 밀링에서 사용하는 엔드밀은 원통형 회전 공구입니다. 공구가 둥근 형태이기 때문에, 내부 코너를 가공하면 공구 반지름과 동일한 크기의 라운드가 자연스럽게 남습니다. 즉, 도면에 코너를 "완전히 직각"으로 그려도 실제 가공물에는 항상 공구 반지름만큼의 R이 생긴다는 뜻입니다.
여기서 나오는 원칙은 하나입니다.
가공 가능한 최소 내부 R값 ≈ 사용 가능한 공구의 반지름
R값을 공구 반지름보다 작게 지정하면, 그 사이즈의 공구로는 물리적으로 해당 형상을 가공할 수 없으므로, 다음 중 하나를 선택해야 합니다.
- 더 작은 지름의 공구로 교체 (강성 저하, 채터 발생 위험 증가)
- 방전가공(EDM) 등 별도 공정 추가 (원가·리드타임 상승)
- 설계 변경 요청 (리드타임 지연)
R값이 작을 때 실제로 발생하는 문제
1. 가공 시간·원가 증가
R값이 작을수록 더 작은 지름의 공구를 써야 하고, 작은 공구는 이송 속도(feed rate)를 낮춰야 하므로 가공 시간이 길어집니다. 가공 시간은 곧 견적가에 직결됩니다.
2. 표면 품질 저하
코너에서 공구의 접촉 면적이 급격히 늘어나면 절삭 부하가 순간적으로 커집니다. 이는 채터(진동)를 유발해 코너 부위 표면 품질이 떨어지는 원인이 됩니다.
3. 공구 마모·파손 위험
작은 지름의 공구는 강성이 낮아 절삭 부하에 취약합니다. 특히 깊은 포켓·슬롯에서 작은 R값을 요구하면 공구 처짐(deflection)과 마모가 빨라집니다.
4. 치수 정확도 저하
공구 처짐이 커지면 실제 가공 치수가 설계 치수에서 벗어날 가능성이 높아지고, 이는 조립 단계에서 문제로 이어질 수 있습니다.
5. (기능 부품의 경우) 강도 저하
구조적으로 응력이 집중되는 코너에 필렛을 적용하면 피로 강도가 개선됩니다. 반대로 불필요하게 작은 필렛은 강도 개선 효과 없이 가공 난이도만 높이는 경우도 많습니다.
R값 설계 실무 가이드
1. 가능한 한 R값을 크게 유지하세요
기능상 문제가 없다면 R값은 클수록 좋습니다. 큰 R값은 큰 지름·고강성 공구 사용을 허용해 가공 시간과 표면 품질 모두에 유리합니다.
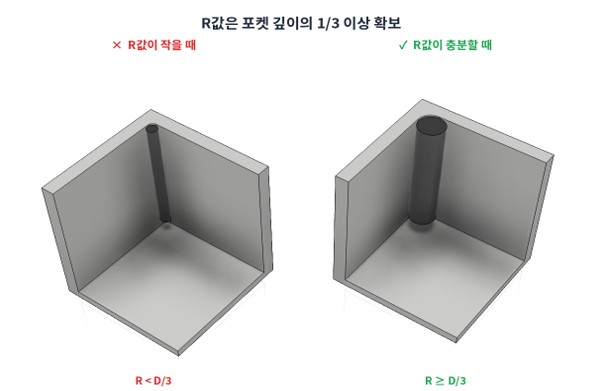
2. 포켓/슬롯 깊이에 비례해 R값을 키우세요
깊이가 깊어질수록 공구는 더 길게 돌출(stick-out)되어야 하므로 진동에 취약해집니다. 크렐로 CNC 설계 가이드에서도 권장 필렛값을 포켓 깊이의 1/3 이상으로 안내하고 있습니다. 예를 들어 깊이 12mm 포켓이라면 R값은 4mm 이상을 목표로 설계하는 것이 안정적입니다.
3. 모든 내부 코너에 동일한 R값을 지정하세요
부품 내 여러 내부 코너에 서로 다른 R값을 지정하면 공구 교체가 늘어나 가공 시간이 늘어납니다. 기능상 특별한 이유가 없다면 동일한 R값으로 통일하는 것이 원가에 유리합니다.
직각 코너가 반드시 필요하다면
조립 부품의 맞물림 등 기능적으로 완전한 직각 코너가 필요한 경우도 있습니다. 이럴 때는 다음과 같은 대안을 검토할 수 있습니다.
- 릴리프 그루브(relief groove) 추가: 코너 안쪽에 작은 여유 홈을 파서 공구 간섭을 피하는 방식. 방전가공 대비 원가 효율이 높습니다.
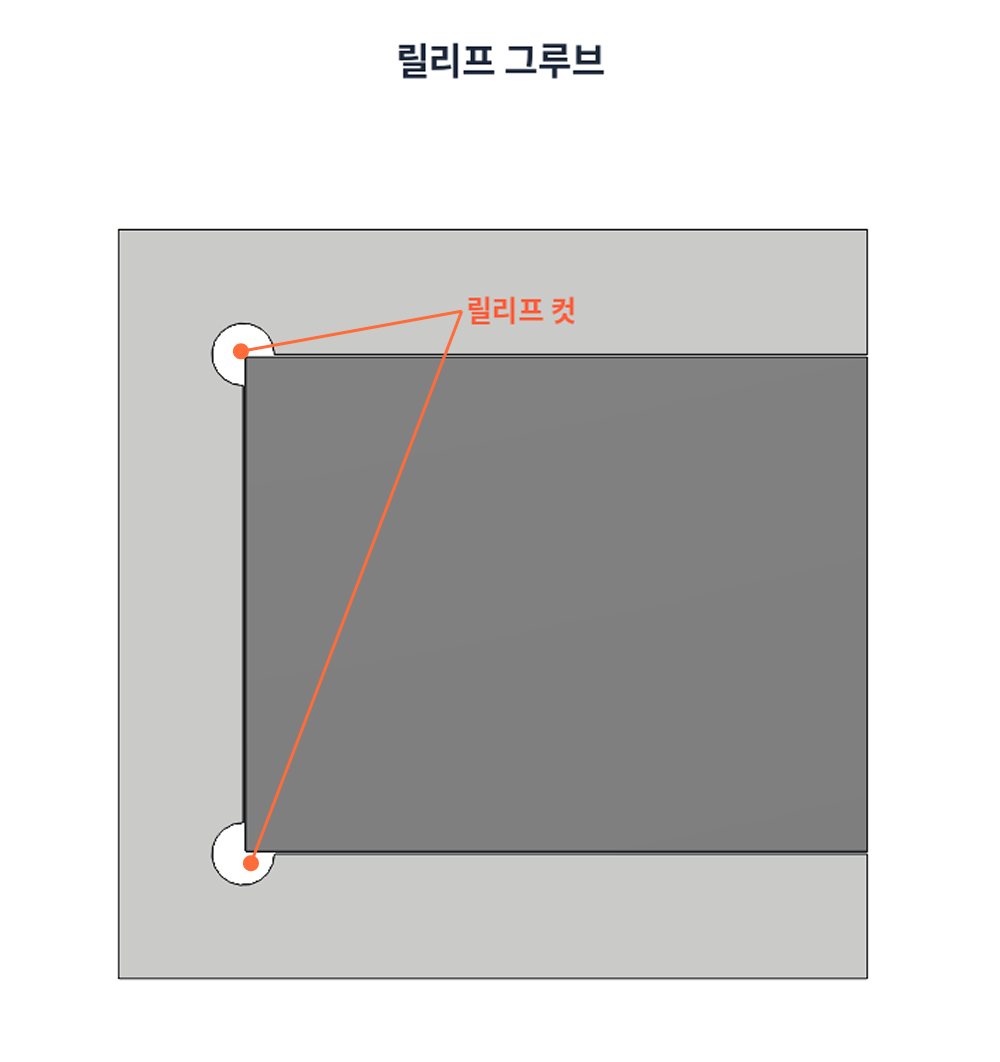
- 방전가공(EDM): 완전한 직각 코너가 반드시 필요할 때 사용하는 2차 공정. 원가·리드타임이 늘어나므로 도면에 명확히 표기해야 합니다.

설계 체크리스트
- 모든 내부 코너에 R값을 지정했는가 (직각으로 방치된 코너가 없는가)
- R값이 포켓/슬롯 깊이 대비 충분히 큰가
- 부품 내 R값이 불필요하게 다양하지 않은가
- 완전한 직각 코너가 꼭 필요한 부위라면 도면에 별도 표기했는가
FAQ
Q. R값을 지정하지 않고 도면을 보내면 어떻게 되나요?
R값을 별도로 지정하지 않으신 경우, 크렐로는 기본적으로 가능한 한 직각 코너에 가깝게 표준 밀링 공정으로 제작을 시도합니다. 다만, 내부 코너 특성상 R값은 가공상 자연스럽게 발생할 수 있으며, 이 경우 별도 안내 없이 해당 R값이 적용된 상태로 제작이 진행됩니다.
완전한 직각 코너가 기능적으로 반드시 필요하다면, 도면에 명확히 표기해 주셔야 릴리프 그루브나 방전가공(EDM) 같은 별도 방식을 검토해 드릴 수 있습니다.
Q. 외부 코너와 내부 코너 R값을 다르게 설계해도 되나요?
네, 외부 코너는 공구 반지름에 의한 물리적 제약이 거의 없어 내부 코너와 다른 값으로 설계하는 것이 가능합니다. 다만 원가·가공성에 실질적으로 영향을 주는 것은 주로 내부 코너 R값이며, 외부 코너까지 불필요하게 다양한 R값으로 지정하면 공구 교체가 늘어나 가공 시간이 길어질 수 있습니다. 특별한 기능적 이유가 없다면 외부 코너도 내부 코너와 동일하거나 단순한 값으로 통일하는 것을 권장합니다.
Q. R값을 크게 할수록 부품 강도도 좋아지나요?
어느 정도는 그렇습니다. 필렛은 코너의 응력 집중을 줄여 피로 강도를 높이는 효과가 있습니다. 다만 기능상 필요한 강도를 이미 확보한 상태에서 R값을 과도하게 키우면 강도 개선 효과는 크지 않고, 오히려 조립 여유나 디자인 제약이 생길 수 있습니다. 가공성과 기능적 강도 요구를 함께 고려해 R값을 설계하는 것이 좋습니다.
Q. 내부 필렛(R값)의 최소 크기는 구체적으로 어떻게 정하나요?
기본 원칙은 해당 형상에 도달할 수 있는 가장 작은 엔드밀의 반지름과 같거나 살짝 크게 설계하는 것입니다. 포켓이나 슬롯처럼 깊이가 있는 형상이라면, 공구가 깊이만큼 길게 돌출되면서 진동·처짐 위험이 커지므로 포켓 깊이의 1/3 이상을 R값으로 확보하는 것을 권장합니다.
CNC 가공 부품의 R값 설계가 고민되신다면, 크렐로 CNC 가공 서비스에 도면을 업로드해보세요. 가공 전 DFM 피드백을 통해 R값을 포함한 설계 리스크를 사전에 확인해드립니다.
