금형사출을 이용하여 새로운 부품을 제작하고 대량생산을 할 때, 사출조건, 온도, 소재 등 다양한 변수로 인해 예상했던 품질이 나오지 않을 수 있습니다. 이러한 상황의 예시와 이유, 이를 해결하기 위한 조치사항에 대해 정리해 보았습니다.
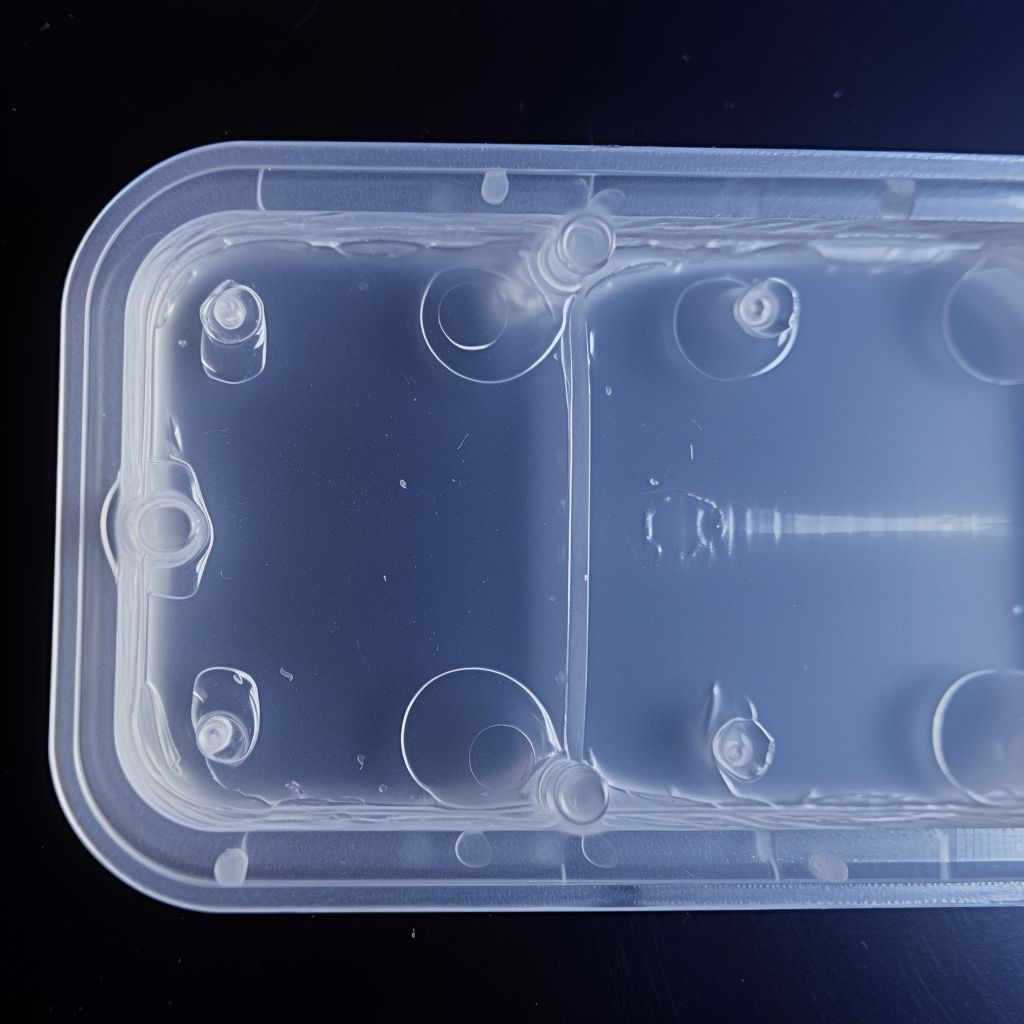
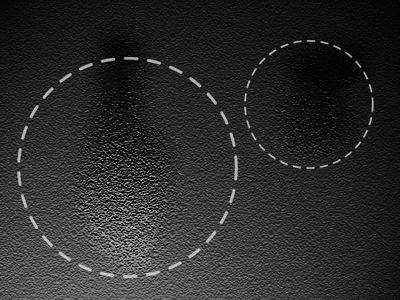
미성형(Short shot)
Rib, boss, 밑단 등에서 수지가 완전히 제품의 형상을 이루지 못할 경우 발생하는 현상
미성형 (Short shot)
원인 및 조치사항
성형조건
원인
사출압력이 부족하다.
대책
사출압력을 높인다.
원인
수지의 유동성이 부족하다.
대책
금형온도를 높인다. 수지온도를 높인다. 사출속도를 높인다. (특히 살두께가 얇은 부분에 효과가 있다.)
원인
사출속도가 지나치게 빨라서 gas vent가 제대로 이루어지지 않거나 막힌다.
대책
사출속도를 적당히 낮추는 것이 좋다. Process control(다단속도)를 이용하는 경우 최종속도를 늦춰 진행.
성형기
원인
Nozzle→ Sprue → gate → cavity 를 지나면서 사출압이 떨어진다.
대책
사출기 노즐의 길이를 짧게 한다. Sprue의 길이를 짧게 한다. gate의 길이를 짧게 하고, 폭이나 두께(또는 직경)을 크게 한다.
원인
Nozzle의 직경이 작으면 제대로 성형이 안될 수 있다. 압력손실이 크다.
대책
Nozzle의 직경을 크게 한다.
원인
성형기의 사출용량이 제품의 체적(중량)과 같거나 작다.
대책
사출용량이 제품의 중량보다 50% 이상 큰 성형기를 사용한다.
원인
성형기의 역류방지링이 마모되어 충진시 수지가 역류한다.
대책
역류방지링은 소모품이므로 정기적으로 정검및 교체하여야 한다.
금형
원인
POM, 난연성 수지 등이 처음에는 잘 나오는데 작업중 미성형이 생기면 불순물에 의해 gas vent가 막힌다.
대책
gas vent를 청소하면 된다.
원인
난연성수지는 UL규격인증하의 Halogen gas등이 첨가되어 불순물에 의해 gas vent가 막힌다.
대책
정기적인 청소, 정비, 정검 및 기록 등을 통해 gas vent 기능을 유지.
원인
Multi-Cavity일 경우 Gate balance가 이루어지지 않아 sprue 가까운 부분은 먼저 충전되고, 먼 부분이 나중에 충전되어 미성형이 발생할 경우.
대책
가까운 부분의 Gate는 단면적을 작게, 먼 부분은 단면적을 크게 하여 동시에 모든 cavity가 충전되도록 한다.
원인
Runner, Gate, Sprue가 작은 경우.
대책
Gate의 단면적을 넓게 하는 것이 Balance가 가장 잘 된다. Gate의 단면적이 지나치게 넓으면 gate-sealing 시간이 오래 걸려서 보압이 문제가 되무로 제품에 수축불량이 발생할 수 있다. runner의 단면적이 작으면 용융수지가 유동성을 잃어버린다. gate의 크기를 크게 하기보단 우선 runner의 단면적을 키우는게 좋다.
수지
원인
수지의 유동성이 좋지않아 발생.
대책
같은 종류의 수지에서 유동성이 좋은 수지를 사용한다. L/t로 유동성 평가 PS : L/t = 220 ~ 300 PC : L/t = 100 ~ 150 L/t가 나쁜 수지는 Gate를 여러 개 두는 것이 더 효율적이다. Hot-runner를 이용한 Sequential Valve Gates
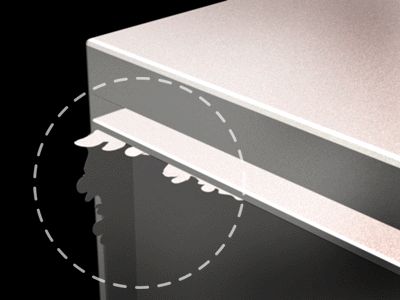
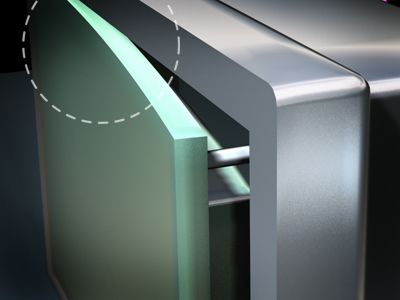
플레쉬(Flash/Burr)
고정형과 이동형의 사이, 슬라이드 부분, 인서트(Insert)의 틈새, 이젝트 핀의 간격 등에 수지가 흘러들어가 제품에 필요 이상의 막이 생길 경우 발생하는 현상
플레쉬 (Flash/ Burr)
원인 및 조치사항
성형조건
원인
사출압력이 필요이상 높다.
대책
사출압력(2차압력, 보압)을 낮춘다. 수지온도를 내린다. 금형온도를 내린다. 사출량을 낮춘다. 최종속도를 낮춘다.
성형기
원인
성형기의 능력 부족 (형체력의 부족 : 형체력 = 금형내압 * 투영면적)
대책
형체력이 큰 성형기를 사용한다.
금형
원인
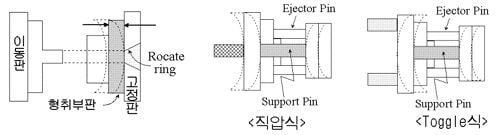
금형의 강도 부족 고정판측의 고형취부판이 얇으면 점선과 같이 휘어진다. Support pin : toggle식과 직압식의 형체력 지탱 위치의 차이에 따라 금형의 이동판이 서로 반대방향으로 휘어진다. 금형이동(직압식 / Toggle식) 직압식 / Toggle식 기계로 금형을 이동 → normal Toggle식 / 직압식 기계로 금형을 이동 → 틈이 생겨서 문제 발생
대책
강한 금형재질을 사용하거나 금형두께를 증가시킨다.
원인
정밀도 불량인 경우
대책
금형 가공 정밀도를 높인다. (공차 확인)
원인
금형 내에 이물이 끼어 있어서 형합이 이루어지지 않는다.
대책
금형 내 이물을 제거한다.
원인
Guide pin 등이 마모리 인해 생기는 경우
대책
Guide Pin의 마모가 심하면 Guide Pin의 교체 또는 Guide pin의 마모높이를 측정 및 여유량 확인.
원인
금형 재질이 약하여 장기간 사용하여 변형이 발생하거나 금형이 노후화되어 발생한다.
대책
금형재질을 내마모 재질로 개선.
원인
Burr가 상습적으로 발생한다.
대책
금형을 수정해야 한다.
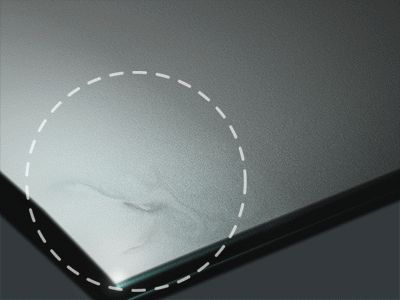
싱크마크(Sink Mark)
제품의 표면 특히 Rib 부근에서 발생하는 수축으로 인한 불량 현상
싱크마크 (Sink Mark)
원인 및 조치사항
성형조건
원인
사출압력이 낮다.
대책
사출압력을 올린다.
원인
보압시간이 짧다.
대책
Gate가 고화될 때까지(제품의 중량변화가 없을 떄까지) 보압시간을 늘린다.
원인
수지온도가 높아서 수축이 심하다.
대책
수지온도를 낮춘다.
원인
금형온도가 높아서 서냉을 하여 수축이 심하다.
대책
금형온도를 낮춘다.
원인
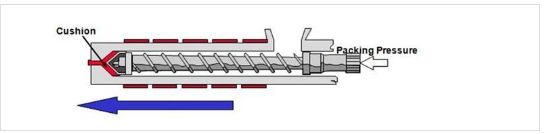
Cushion량이 너무 많거나 작아서 생긴다.
대책
Cushion량을 적절하게(10mm 정도) 조절한다.
성형기
원인
노즐의 직경이 작아 압력손실이 커서, 압력전달이 잘 안 된다.
대책
노즐의 직경을 키운다.
금형
원인
POM, 난연성 수지 등이 처음에는 잘 나오는데 작업중 미성형이 생기면 불순물에 의해 gas vent가 막힌다.
대책
gas vent를 청소하면 된다.
원인
난연성수지는 UL규격인증하의 Halogen gas등이 첨가되어 불순물에 의해 gas vent가 막힌다.
대책
정기적인 청소, 정비, 정검 및 기록 등을 통해 gas vent 기능을 유지.
원인
Multi-Cavity일 경우 Gate balance가 이루어지지 않아 sprue 가까운 부분은 먼저 충전되고, 먼 부분이 나중에 충전되어 미성형이 발생할 경우.
대책
가까운 부분의 Gate는 단면적을 작게, 먼 부분은 단면적을 크게 하여 동시에 모든 cavity가 충전되도록 한다.
원인
Runner, Gate, Sprue가 작은 경우.
대책
Gate의 단면적을 넓게 하는 것이 Balance가 가장 잘 된다. Gate의 단면적이 지나치게 넓으면 gate-sealing 시간이 오래 걸려서 보압이 문제가 되무로 제품에 수축불량이 발생할 수 있다. runner의 단면적이 작으면 용융수지가 유동성을 잃어버린다. gate의 크기를 크게 하기보단 우선 runner의 단면적을 키우는게 좋다.
수지
원인
수축률이 작은 것을 사용하면 sink가 작다.
대책
동종의 수지 중 수축률이 낮은 수지를 사용.
원인
PE, PP, POM 등은 수축이 심하다.
대책
수지 대체가 가능하다면, PC, ABS 등 비결정성 수지로 바꾼다.
플로우마크(Flow Mark)
제품 표면에, 특히 Gate와 최종 충진 부위 주변에서, 흐름 자국이 발생하는 현상
플로우마크 (Flow Mark)
원인 및 조치사항
성형조건
원인
수지온도가 너무 낮아 고화층이 쉽게 형성되고, 유동성이 저하되어 수지 흐름 자국이 생긴다.
대책
수지온도를 높인다.
원인
금형온도가 너무 낮아 고화층이 쉽게 형성되고, 유동성이 저하되어 수지 흐름 자국이 생긴다.
대책
금형온도를 높인다.
원인
사출속도가 너무 낮아 고화층이 쉽게 형성되고, 유동성이 저하되어 수지 흐름 자국이 생긴다.
대책
사출속도를 빨리 한다. Gate 부근을 통과하는 수지의 사출속도를 다단으로 정밀제어한다.
원인
말단부분까지의 압력전달이 용이하지 않다.
대책
유동이 느려 발생함으로 보압을 그린다.
금형
원인
Nozzle 부위에서 고화된 수지가 주입되면 Cold slug를 형성한다.
대책
간접 Gate에서는 Cold Slug Well을 둔다.
원인
직접 Gate(Direct Gate)에서는 특히 PC의 경우 열을 빼앗기면 점도가 올라가므로 발생한다.
대책
‘Touch 성형’을 피하고 ‘Untouc 성형’을 한다.
원인
Gas Vent가 원활하지 않아 유동저항이 크므로 발생한다.
대책
Gas vent가 원활히 이루어지도록 한다.
원인
Multi - Cavity의 경우 긴 runner를 지나면서 용융수지가 식어서 flow mark가 생길 수 있다.
대책
Gas vent로 해결할 수 있다.
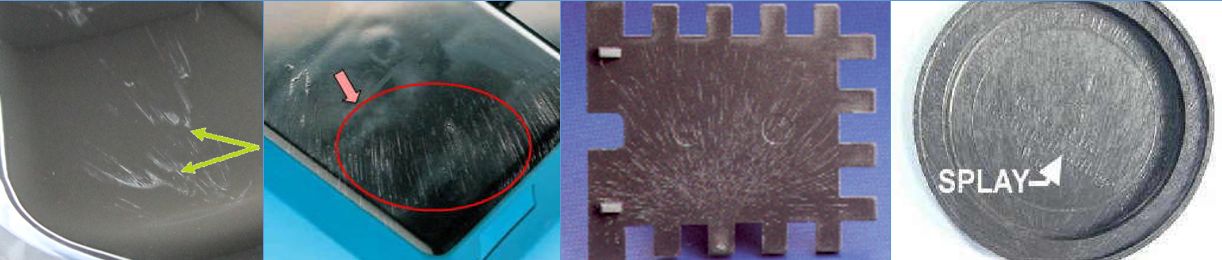
실버 스트릭(Silver Streak)
표면에 은색의 줄무늬가 발생하는 현상
실버 스트릭 (Silver Streak)
원인 및 조치사항
성형조건
원인
가소화시 배압이 부족하여 공기를 흡입하고, 이 공기가 cavity 내에 빨려 들어가는 중에 수지로 둘러쌓인 공기가 파열되면서 금형의 포면에 나타남. (결정성 수지나 비결정성수지에 상관없이 발생)
대책
배압(PB)을 높여 가소화시 공기가 흡입되지 않게 한다. (주의! 배압을 높여도 Suck Back을 지나치게 많이 하면 Silver streak가 많이 발생할 수 있다.
원인
계량시 혹은 성형시 받는 마찰열로 인해 열분해된 수지가 가스로 되어 금형내부에서 파열되면서 발생한다.
대책
RPM등을 적절한 범위내로 설정 하여야 한다.
금형
원인
금형 내에서 전단마찰 작용에 의해 많이 발생한다.
대책
지나치게 얇은 두께의 제품이나, 복잡한 형상의 금형을 만들지 않도록 한다.
원인
Runner, Gate, Sprue의 단면적을 증가시킨다.
대책
정기적인 청소, 정비, 정검 및 기록 등을 통해 gas vent 기능을 유지.
원인
금형내의 살두께가 불균일할 때 발생한다.
대책
살두께가 급격히 변화되지 않도록 제품을 설계한다.
원인
gas vent의 배기가 불량할 때 발생한다.
대책
gas가 많이 발생하는 난연 수지나, 체적이 큰 제품을 사출 할 경우 gas vent 설계를 철저히 하고, 막히거나 venting 효과가 떨어질 경우 gas vent 청소를 자주하거나, gas vent 폭을 크게 한다.
수지
원인
수지 건조가 부족하여 수분을 많이 함유할 때 발생한다.
대책
Hopper Dryer에서 충분히 건조된 수지가 사용되도록 한다.
원인
이종 수지의 혼합하여 사용할 때 발생한다.
대책
이종 수지가 혼입되지 않도록 주의한다.
Cloudy Surface (Gas자국)
표면에 뿌연 자국이 발생하는 현상
Cloudy Surface
원인 및 조치사항
성형조건
원인
금형 표면에 수지가 잘 달라붙지 못하여 발생
대책
금형온도를 조절을 통해 해결 가능 Gas가 발생하여 Cloudy Surface가 생길 때에는 금형온도를 낮춘다. 금형온도가 너무 낮아서 전사성이 좋지 않아 발생시 금형온도를 올린다. Cloudy Surface가 발생하면 금형온도를 낮춰보고, 안될시 금형온도를 높인다. (온도 상승이 하강보다 시간 소모가 적음)
금형
원인
금형표면이 매끈하지 못하여 발생한다.
대책
금형표면을 연마하면 Cloudy Surface가 개선된다.
원인
Cr 도금이 열화되어 일부가 벗겨져서 발생한다.
대책
Cr도금이 완전히 제거한 후 새로 Cr 도금처리를 하면 개선된다.
원인
금형표면에 윤활제, 이형제가 있으면 Cloudy Surface 발생한다.
대책
금형 표면의 윤활제와 이형제를 청소한다.
원인
배기불량이 Cloudy Surface를 유발한다.
대책
Trapped air가 없도록 하고, Gas vent가 정상작동할 수 있게 제작한다.
웰드라인(Weld line/Knuckle Line)
표면에 금속용접시의 접합 흔적이 남는 현상
원인 및 조치사항
성형 조건
원인
사출속도가 너무 느려 금형으로 열을 빼앗긴 수지가 서로 만나면 발생한다.
대책
사출속도를 높인다.
원인
사출속도가 너무 빨라서 gas vent가 충분히 이루어지지 않아 공기가 단열압축 되면서 수지 흐름이 지체되어 금형으로 열을 빼앗긴 수지가 서로 만나면 발생한다. 충진말단 부위에 많이 발생한다.
대책
Weldline부 gas vent를 점검하고 사출속도를 조절한다.
원인
서로 다른 두 흐름이 만날 때의 수지 온도가 낮아서 발생한다.
대책
수지온도/금형온도를 올린다.
원인
사출압력이 낮아서 충분한 속도를 유지하지 못하여 발생한다.
대책
사출압력을 높인다.
금형
원인
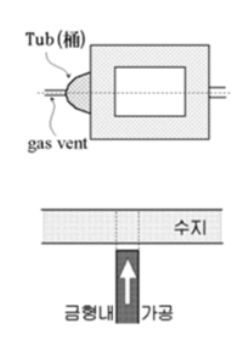
gas vent가 잘 안되면 weldline이 생길 수 있다.
대책
Tub를 만들어 weldline을 tub로 이동시키고 tub에 vent를 설치하여, 생긴 weld는 tub를 제거함으로 해결한다.
원인
gas vent가 제대로 되지 않아 공기의 저항으로 수지의 흐름이 방해를 받아 체류하면서 냉각되어 weldline이 발생한다.
대책
gas vent가 잘 이루어지도록 금형을 수정/청소한다. Parting line, Slide pin, Core pin, Porous steel 등을 이용하여 gas vent를 한다.
원인
Hole이 있는 제품이나 2개 이상의 gate를 사용할 때, 수지가 서로 만나는 곳에서 Weldline이 발생한다.
대책
Gate의 위치, 갯수를 조정하여 weldline을 다른 곳으로 이동시킨다. 가열냉각 weldline에 Halogen Lamp로 가열하여 weldline을 없애고 냉각한다. 금형표면 온도를 200˚C로 가열하므로 금형의 치수가 변한다. 내구성 : 가열, 냉각이 반복되므로 금속의 내구성이 요구된다. 금형내 가공 수지가 흐른 후, 보압이 걸린 상태에서 pin으로 구멍을 뚫어 weldline을 없애는 방법.
버블(Bubble), 핀홀(Void)
제품의 내부/외부에 기포가 발생하는 경우
버블 & 핀홀
원인 및 조치사항
성형 조건
원인
bubble
대책
배압을 높인다. 수지온도를 낮춘다.
원인
두꺼운 부분의 부피 수축 만큼 수지가 보충 되지 않아 void가 발생한다.
대책
사출압력을 높인다. 보압을 올린다. 보압시간을 올린다. 사출속도를 높인다.
원인
보압을 충분히 올리더라도 수지온도와 금형온도를 올리지 않으면 유동거리에 따른 압력손실이 발생하여 수축을 보상할 만큼의 수지가 공급되지 못한다.
대책
수지온도를 올린다. 금형온도를 올린다.
금형
원인
살두께가 급격히 변화하면 압력전달이 원활하지 못해 수지가 수축되는 양 만큼 내부에 미세 기포가 생기거나, 수지 내에 있던 섞여 있던 gas들이 합쳐져서 성장하면서 발생한다.
대책
gas vent를 청소하면 된다.살두께의 급격한 변화를 방지하는 설계를 해야한다.
원인
살두께가 급격히 변화하면 압력전달이 원활하지 못해 표면은 쉽게 고화되고, 내부는 수축이 심하여 발생하게 된다.
대책
살두께의 급격한 변화를 방지하는 설계를 해야 한다.
원인
보압을 충분히 가하여도 gate가 얇은 부위에 있으면 압력전달이 어려워서 수축량 만큼의 수지가 공급되지 못하여 발생한다.
대책
gate 위치는 살이 두꺼운 부분이 둔다.
원인
Runner와 Gate의 단면적이 작으면 압력손실이 많아 보압이 전달되지 못하여 발생한다.
대책
Runner, Gate의 크기를 키운다.
수지
원인
결정성 수지 중에서 결정화 속도가 느린 수지의 경우 표면은 쉽게 고화되고, 내부는 온도가 높기 때문에 고화가 늦어져 내부에 void(기포)가 발생한다.
대책
결정화 속도가 빠른 수지를 사용한다.
흑점/흑화/회색반점/흑조/갈흔 (Black Steak, Brown Striation)
표면에 흑갈색의 반점/줄무늬가 발생한 경우
흑점/ 흑화/ 회색반점/ 흑조/ 갈흔
원인 및 조치사항
성형조건
원인
Gate에서의 마찰열에 의한 탄화되어 나타난다.
대책
사출속도를 낮춘다. 사출압력을 내린다.
원인
작업 종료 후 purge과정없이 동종 수지를 사용할 때 과열/냉각/과열과정을 받아 탄화되어 나타난다.
대책
보온공정을 실시 Acryl의 경우 220˚C로 작업하다가 휴일에 상온으로 내리면 흑점의 소지가 있다. 유지시켜 놓으면(보온), 다음 사출작업시 흑점이 발생하지 않는 경우도 있다. PP(식품용 grade-첨가제 없는 것), PE(의료용 grade-첨가제 없는 것), PMMA 등도 보온하면 흑점 제거에 효과를 많이 볼 수 있다. 하지만 완전히 없앨 수는 없다.
성형기
원인
cylinder 내의 nozzle부근의 틈에 끼어서 오래 체류하여 검게 탄 수지가 제품으로 유입되어 발생.
대책
nozzle 내부 틈 사이를 자주 청소하여 사용한다.
원인
screw의 역류방지 ring 사이에 오랫동안 끼어 있는 수지가 제품으로 유입되어 발생한다.
대책
역류방지 ring 등을 자주 청소하여 사용한다.
원인
screw 표면에 상처가 생겨서 channel에 끼어서 흐르지 않고 있다가 탄화된 것이 제품으로 유입되어 발생한다.
대책
screw의 표면을 수리하고, 필요하다면 Coating하여 수지가 점착되는 정도를 낮춘다.
원인
용융이 용이한 수지를 압축 zone이 짧거나 계량 zone이 긴 screw를 사용하여 과열/분해된 수지가 제품으로 유입되어 발생한다.
대책
screw의 교체를 통해 가소화 과정 중 압축, 계량영역에서 과열을 받지 않도록 한다.
금형
원인
금형 내에서 배기불량에 의해 수지가 검게 탄 것.
대책
Gas vent가 잘 이루어지도록 vent를 청소하거나 키운다.
원인
금형의 윤활유가 흘러나와 금형표면에 묻어있다가, 유입된 수지에 의해 탄화해서 생김.
대책
금형 청소를 자주 한다.
수지
원인
ABS로 사출 후 PC / ABS로 수지를 변경하여 사출하면 10% 이상의 불량률이 나올 정도로 흑점이 많이 발생한다. (고온시, PC/ABS 때문에 기존에 스크류 내에 있는 수지가 탄화되거나, 고온과정을 거친 수지가 스크류에 달라붙어 있다가 탄화되어 사출시 찌꺼기가 조금씩 묻어 나옴.)
대책
PC/ABS, ABS 수지 교체시 고점도 PE로 배럴 내부 청소를 잘하면 개선된다.
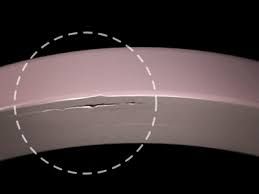
깨짐 (Crazing/Cracking)
제품 두께 차이에 의한 냉각속도 차이로 인해 고화층과 용융층 사이의 계면에서 고점도로 인해 전단응력이 생기고 탄성한계를 넘으면 제품의 내부 혹은 외부의 균열이 발생한 경우
깨짐 (Crazing/ Cracking)
원인 및 조치사항
성형조건
원인
사출압이나 압력이 지나쳐서 전단응력이 심하고, 잔류응력으로 발생한다.
대책
사출압력을 낮춘다. 보압을 낮춘다. 보압작용 시간을 낮춘다. 수지온도를 올린다. 금형온도를 올린다. Annealing 하여 Crack/Crazing을 방지한다(열변형 온도보다 15~20˚C 낮은 환경에서 실시한다.)
원인
수지의 유동성이 부족하다.
대책
금형온도를 높인다. 수지온도를 높인다. 사출속도를 높인다. (특히 살두께가 얇은 부분에 효과가 있다.)
원인
사출속도가 지나치게 빨라서 gas vent가 제대로 이루어지지 않거나 막힌다.
대책
사출속도를 적당히 낮추는 것이 좋다. Process control(다단속도)를 이용하는 경우 최종속도를 늦춰 진행.
금형
원인
Insert 성형시 금속과 수지의 열팽창(수축율)의 차이에 의해 crack 발생한다.
대책
Insert금속을 50~60˚C(100˚C의 경우도 있다)로 예열 후 사출하면 개선가능하다.
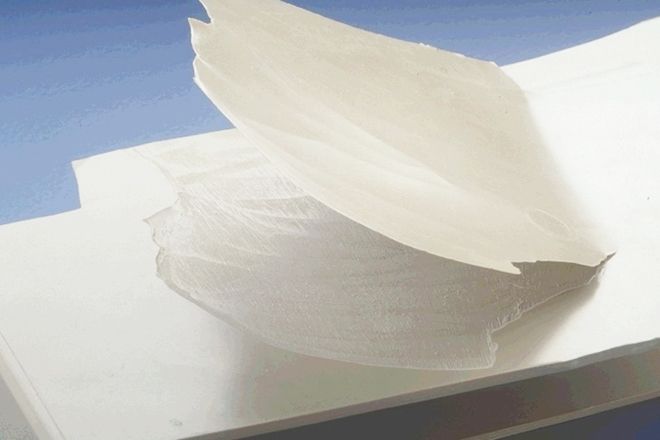
박리 (Delamination)
성형폼의 Skin층(얇은부)이 벗겨지는 현상(Gate부, 얇은 부분에서 주로 발생), 성형폼이 층상으로 겹친 상태가 되어, 벗기면 마치 운모같이 층층으로 벗겨지는 경우
박리 (Delamination)
원인 및 조치사항
성형조건
원인
수지온도, 금형온도가 매우 낮을때, 금형면에 접촉한 수지가 즉시 고화하여 발생한다.
대책
사출압력을 낮춘다. 수지 온도, 금형 온도 올린다. 배압, RPM을 조절한다. 수지 건조를 충분히 한다.
금형
원인
Runner, Gate가 너무 적거나, 성형폼이 얇고 복잡하여, 충진시 전단응력이 과다하여 발생 한다.
대책
Runner, Gate를 키우고, 충진시 전단응력을 고려하여 금형을 설계한다.
수지
원인
섞이지 않는(상용성이 없는) 이종 수지가 혼합된 경우에 발생되며, 이러한 경우는 purge가 불완전하여 생기는 경우(사출시 실린더 내에서 혼합인 경우) 와 원료 자체가 오염되었을 경우이다.
대책
퍼지를 충분히 한다. 경우에 따라 실린더 안을 청소한다.
제팅(Jetting)
게이트를 통과한 용융 된 수지가 제품 말단까지 도달하면서 뱀의 형상처럼 고화된다.
제팅 (Jetting)
원인 및 조치사항
성형조건
원인
수지의 흐름이 빨라서 gate를 통과할 때의 사출속도의 관성과 용융수지의 탄성에 의해 발생한다.
대책
gate부근 통과시 수지의 사출속도를 낮추어 gate주변에 수지가 충분히 충진되도록 한다. 이후 사출속도를 빨리 하더라도 용융수지의 점성의 증가 및 고화층과 용융층과의 마찰에 의한 유동저항으로 Jetting이 발생하지 않는다.
원인
gate 주변에 유동속도를 떨어뜨릴 장치가 없다.
대책
side gate를 이용하여 방지한다. 이 때는 gate 주변에서의 사출속도를 높여도 Jetting 문제가 발생하지 않는다. Core Pin을 Gate앞에 설치하여 방지한다.
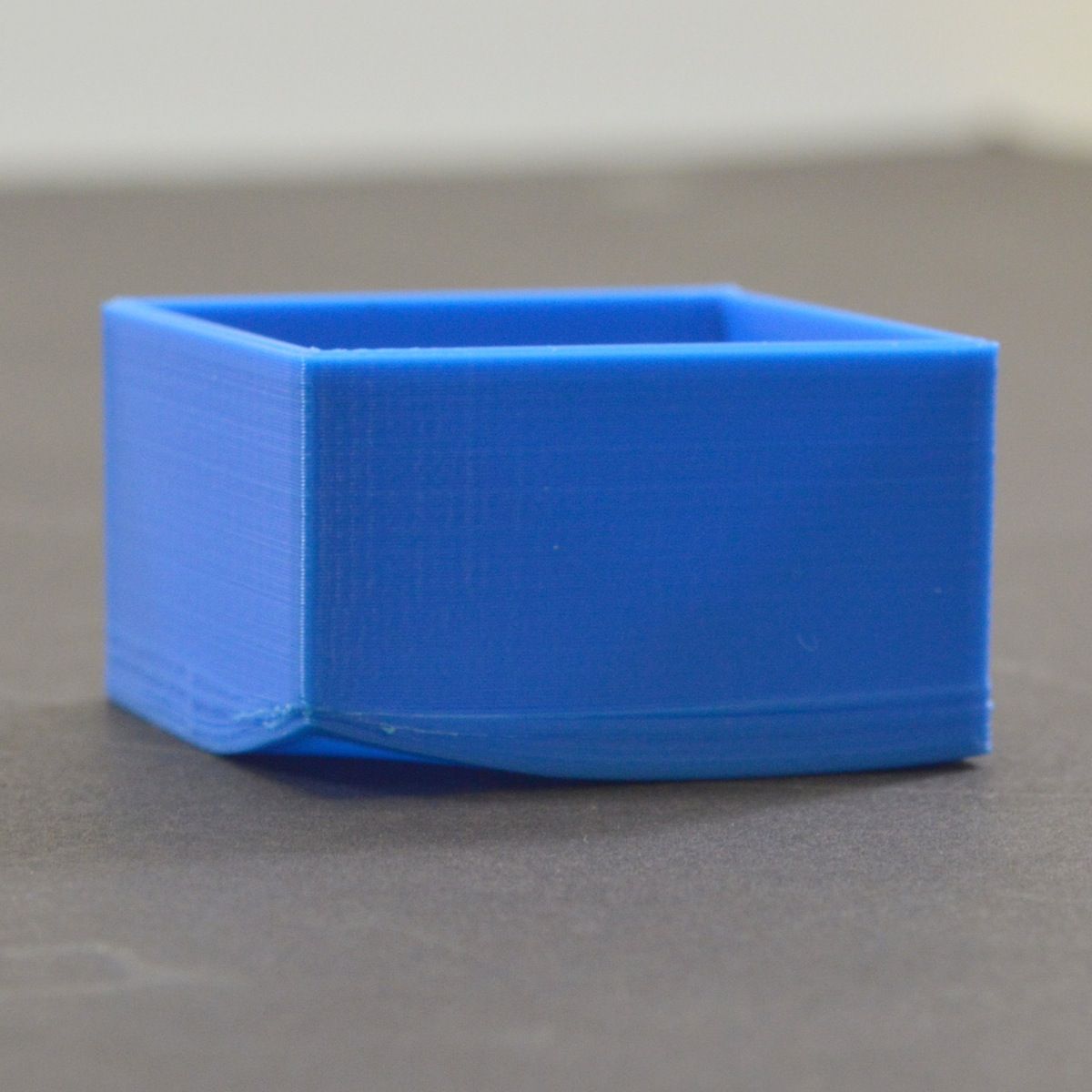
휨(Warpage)
제품에서 특정 방향으로의 수축이나 뒤틀림이 발생한다.
휨 (Warpage)
원인 및 조치사항
금형
원인
불균일한 살두께로 인해 두꺼운 부분은 수축이 크고, 얇은 부분은 수축이 작아서 수축률 차이에 의해 발생한다.
대책
두께변화를 최소화하는 제품을 설계한다.
원인
금형의 냉각이 불균일하여 금형온도가 높은 부분이 수축이 크고, 온도가 낮은 부분은 수축이 작은 수축 차이에 의해 발생한다.
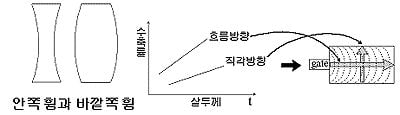
상자의 경우 특히 PP인 경우 안쪽으로 휘는 것이 일반적이다.
대책
상자 내부를 저온으로 하여 급냉시키고 외부를 서냉시키면 정상으로 된다. 안쪽 휨을 제거하기 위한 내부를 과냉각하면 바깥쪽 휨이 발생한다.
수지
원인
고분자 사슬이나 보강된 Fiber의 배향이 수지 흐름 방향으로 나타나고, 흐름 방향과 흐름에 직각 방향의 수축 차이로 인해 휨이 발생한다.
대책
금형설계시 수지의 흐름방향과 흐름에 직각인 방향의 수축률을 별도로 적용하여야 원하는 치수의 제품을 생산할 수 있다.
이색/색상변화 (Color Inconsistency)
수지의 원 색상과 색상 차이 발생 및 제품 색상이 일정치 않은 경우
이색 / 색상변화
원인 및 조치사항
성형조건
원인
수지의 성형 온도 차이와 사출 실린더 체류시간에 따라 색상 차이가 발생한다. 따라서 동일 수지라도 수지 온도, 체류시간, 성형기 기종 차이로 인하여 색상 차이가 발생되며, 또한 광택도 차이로 색상 차이를 유발할 수 있다.
대책
수지의 설정 온도가 아닌 실제 온도를 측정하여 관리 하는것이 바람직하며, 실린더 내의 수지 체류 시간을 일정하게 유지 시켜야만한다. 일정한 수지 온도를 위해 사출 속도, 배압등 기타 성형 조건을 일정하게 유지 하여야 한다.
수지
원인
안료가 수지중에 균일하게 분산되지 못하였다.(주로 Gate부위)
대책
착색 펠렛을 사용한다. 배압(back press)을 조절한다.
원인
수지 착색제의 열안정성 부족 (표면 전체에 나타남)
대책
다른 착색제를 검토한다. 실린더 내수지의 체류시간 등 수지의 열 안정성을 고려한다.
원인
결정성 수지는 냉각 속도에 의하여 발생할 수 있다.
대책
수지에 맞는 금형 온도 설정이 중요하다.
표면광택 불량(Cloudy)
표면 광택도 차이 발생/제품 표면 광택이 불균일 할 경우
표면 광택 불량 (Cloudy)
원인 및 조치사항
성형조건
원인
성형 조건에 따라 성형폼 광택도가 변한다.
대책
사출 속도 차이 - > 사출 속도(압력)가 증가되면 성형품 광택도가 증가된다. 금형 온도 차이 - > 금형 온도가 높아지면 성형품 광택도가 향상된다. 수지온도가 변하면 광택도 차이가 발생된다. -> 수지 온도가 높으면 수지의 유동성 증가로 일반적으로 광택도가 증가 될수있다. 수지의 건조 상태가 불량하다.
금형
원인
금형의 연마(사상)가 나쁜경우
대책
금형의 연마를 좋게 한다. (완전 투명 제품의 경우에는 금형면을 도금 하면 광택이 좋아진다.)
원인
금형 표면에 남아 있는 이형제에 의한 경우와 금형 표면에 다른 물질이 묻어 있는 경우
대책
금형 표면을 cleaning 한다. 이형제의 사용을 엄격히 규제한다.
수지
원인
유동성이 부족하다. (유동성이 부족하면 일반적으로 광택도가 저하된다.)
대책
수지온도를 증가 시킨다.
원인
수지 중에 휘발분(gas)으로 광택도가 저하된다. → 수지 열분해가 gas 증가의 원인이 된다.
대책
수지 건조를 충분히 하여 Gas발생을 억제한다. 적절한 성형온도와 실린더 내의 체류 시간이 짧도록 성형하면 좋다.
백화(Stress Whitening)
제품의 일부가 하얗게 변한 경우
원인 및 조치사항
성형조건
원인
과잉 충전으로 Cavity 앞이 높다. (Stress로 인하여 잔류 응력 발생)
대책
사출속도와 보압(보압시간)을 단계적으로 낮춘다.
원인
이형 불량으로 발생하는 경우
대책
Ejector Speed 조절
원인
사출속도가 지나치게 빨라서 gas vent가 제대로 이루어지지 않거나 막힌다.
대책
사출속도를 적당히 낮추는 것이 좋다. Process control(다단속도)를 이용하는 경우 최종속도를 늦춰 진행.
금형
원인
금형의 강도가 약하다.
대책
내마모 재질등 금형 재질을 고급화한다.
원인
이형 불량으로 발생하는 경우
대책
금형의 빼기 구배(draft angle)를 키우고, 발생부 표면을 조도(사상)을 개선 한다. Rib,Boss 제품 모서리 부분에 R을 준다. Eject Pin 위치 이동(경우에 따라 제품 Design 수정)
이형불량 (Sticking of part in the mould)
성형품이 금형으로 부터 취출시(이형시, ejector 작동시) 무리하게 성형품을 밀어내면서 변형되어, 성형품에 균열(crack) 및 백화가 발생되는 현상(치수, 불량, 변형, 백화, crack)
이형불량
원인 및 조치사항
성형조건
원인
성형시 과충전 되었다. → 과충진으로 정상 보다 수축이 적어 짐. → 이형 반대 방향으로 힘이 작용.
대책
수지, 온도, 압력(보압, 사출압력), 보압시간, 보압 전환 위치 변경으로 수지의 과충진을 막는다.
원인
수지 충진시 계량량이 불균일하다.
대책
Screw check ring 정검 - 필요 시 교체. 배압(back press)을 설정한다.
금형
원인
성형품 취출시 ejector 작동 방향과 반대 방향으로 힘이 작용하여 이형문제를 야기 시킨다.
대책
금형의 빼기 구배(draft angle)를 키우고, 발생부 표면을 사상한다. 금형 undercuted을 없앤다. Rib,Boss, 제품 모서리 부분에 R을 준다. Eject Pin 위치 이동(경우에 따라 제품 Design 다시 고려) 및 ejector pin 추가.
원인
Ejector pin 면적이 작아 이형시 단위 면적당 받는힘이 집중되어 백화 및 crack이 발생한다.
대책
ejector pin 면적을 키운다.(필요시 ejector pin 수 증가 및 위치 이동)
원인
금형에 달라 붙는다.
대책
이형시 금형과 제품 사이에 공기를 불어 넣는다.
원인
이형시 성형품 냉각(고화)이 안되어, 변형 및 이형 문제가 발생하였다.
대책
효과 적으로 금형을 Cooling 한다. Cooling line 추가 or 금형 온도를 내린다.
원인
Sprue 이형 불량
대책
Sprue undercut 제거 및 표면 사상을 한다. 금형이 노즐 중심에 맞는지 확인(sprue buss R > nozzle tip R) Sprue 내각이 부족하여 발생하는 경우 내각 시간 증가등 효율적인 Sprue 냉각이 되도록한다.
냉각 시간을 늘린다. 금형 온도를 내린다. 냉각 Line을 정검 하여 냉각 효율을 올린다. 필요 시 냉각 line을 추가한다.
원인
금형 온도가 불균일 하다.
대책
금형 냉각이 제대로 되는지 냉각 line을 정검한다. 필요 시 Cooling line 추가 등으로 금형 냉각을 균일하게 한다
금형
원인
Ejector pin 면적이 작아 이형시 단위 면적당 받는 힘이 집중되어 이형 불량이 발생한다.(Crack, 성형품 변경, 백화)
대책
Ejector pin 면적을 키운다. 필요시 ejector pin 수 증가 및 위치 이동
취출 중 제품 파손
취출 도중 제품의 파손이 발생하는 경우
취출 중 제품 파손
원인 및 조치사항
성형조건
원인
과 충진으로 cavity압이 너무 높다.
대책
수지 온도, 압력(보압, 사출압력), 보압시간, 보압 전환 위치 변경으로 수지의 과충진을 막는다.
원인
수지 온도가 너무 높거나, 수지가 실린더 내의 오랜 체류로 성형품 강도 취약발생으로 취출 과정에서 성형품이 파손 됐다.
대책
수지 온도를 내리고 체류시간을 줄인다. 성형품 중량 및 사출기 실린더 용량을 고려하여 필요시 사출기를 교체한다.
원인
냉각 시간이 짧아 이형 시 완전하게 성형품 고화가 끝나지 않았다.
대책
냉각 시간을 늘린다. 금형 온도를 내린다. 냉각 Line을 점검하여 냉각 효율을 올린다. 필요 시 냉각 line을 추가한다.
수지
원인
수지의 건조 불량은 제품 강도 취약의 근본 원인이 된다.
대책
수지를 충분히 건조 시킨다. 여름철 우기시 원재료(수지) 보관에 유의 해야한다. 보관 잘못으로 수지가 수분 흡습시 일반적인 건조 방법으로는 건조가 안 되어, 제습건조등 많은 건조 시간을 필요로 한다.
금형 침전물(Mold Deposit)
금형 표면에 흑갈색 찌꺼기가 발생한다. 금형 표면에 Gas등으로 인한 축척물로 금형 표면 부식 및 표면 광택저하가 발생한 경우
원인 및 조치사항
성형조건
원인
수지의 온도가 너무 높아서 열분해가 발생하여 Gas발생량이 증가한다. 사출시 수지에 의한 Gas가 축적되어 광택 불량등 금형 표면이 손상된다.
대책
사출 실린더 내의 체류시간을 줄인다. 수지 건조를 충분히 한다. 수지의 온도를 낮춘다. 금형 gas-vent 점검 및 필요시 추가로 설치한다. 일반적으로 난연제 함유 수지를 사용하는 금형은 정기적으로 금형을 분해하여 청소 하여야 한다. (gas에 함유된 타르 등 찌꺼기가 남아 gas vent를 막거나 이로 인하여 금형을 손상시킬 수있다.)
금형
원인
금형의 강도가 떨어진다.
대책
내식 내마모성등 강도가 높은 고급 금형 재질을 사용한다. 사용 수지를 고려하여, 필요시 금형 (cavity, core)을 도금(내식 내마모)한다.
원인
금형 유지/보관이 잘못되어 수분 등에 의한 금형의 산화가 발생한다.
대책
금형 유지/보관을 철저히 한다.(보관시 금형 표면에 방청제를 뿌려서 보관한다.)
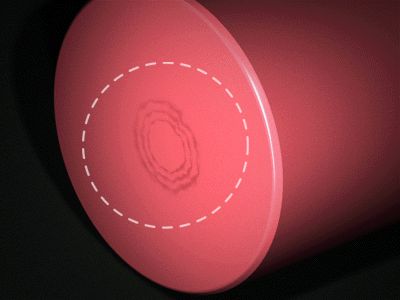
Ring around the gate
게이트 주변으로 게이트와 동심원으로 생기는 무늬가 생기는 경우(특히, ABS 관련 수지)
Ring around the gate
원인 및 조치사항
성형조건
원인
gate 부분이나 얇은 부분이 필요이상으로 냉각될 경우, 수지 유동의 정체 현상이 발생한다. (성형온도가 낮다, 사출속도가 늦다, 금형온도가 낮다.) 충진되는 용융수지가 금형 온도보다 낮거나 얇은 부분을 통과시 용융수자의 고화가 진행되어, 이로 인한 유동 저하로 발생.(일반적으로 면적이 적은 gate부에 발생한다.)
대책
성형온도를 올린다. 사출속도를 높인다. → 고려 사항 : 속도가 너무 높으면 jetting이 발생할 수 도있다. 금형 온도를 올린다. (* 본 불량 현상은 일반적으로 단면적이 적은 Gate부에서 발생하기 때문에 Gate부의 Jetting(백화)와 구별할 필요가 있다.
사출성형기를 점검한다. 계량 불균일은 성형물 중량, 성형품 치수와 밀접한 중요한 사항으로 문제 발생시 가장 먼저 Screw Check Ring 손상 여부부터 점검하여야 한다. Check Ring 외형을 육안 검사로 손상 여부를 판단하기에 어려울 정도로 정교하다. -> 계량 불균일시 또는 정기적으로 교체하는것이 바람직하다. Check Ring 점검 방법 마모시 사출 공정중 Screw가 회전하면서 전진 사출 계량(Stroke) 변화에 따라 변화(증가)된 계량량 만큼의 중량 변화 점검. -> 충진시 증가된 계량량 만큼 성형품 중량이 증가 돼야 한다.
수지
원인
사출 Stroke가 일정하지 않다.
대책
재생 수지(Scrap) 사용시 재생 수지 pellet 크기를 일정하게 한다. 수지를 충분히 건조 시킨다.
금형사출 불량, 크렐로와 함께 해결하세요
지금까지 살펴본 미성형·플래시·싱크마크·웰드라인 등 대부분의 사출 불량은 사출 조건뿐 아니라 금형 설계와 소재 선정 단계에서 미리 잡을 수 있는 경우가 많습니다. 설계 초기부터 사출 특성을 함께 고려하면 불량률과 재작업 비용을 크게 줄일 수 있습니다.
크렐로는 금형사출 서비스 실시간 견적 시스템을 통해 시제품부터 대량 양산까지 지원합니다. 도면 업로드만으로 제조 가능성 검토·실시간 견적·발주까지 빠르게 진행하고, 전문 엔지니어가 사출 조건과 금형 설계를 함께 검토해 안정적인 품질을 확보합니다.